


Доработка конструкции главного сцепления трактора класса 1.4 с целью улучшения разгонных показателей агрегатов
Сложившиеся в последние годы новые условия хозяйствования в РБ, когда механизация тех или иных процессов должна осуществляться преимущественно средствами, создаваемыми непосредственно в республике, потребовали существенной переориентации отрасли тракторостроения. Выпускавшийся серийно в республике на РУП "Минский тракторный завод" колесный трактор тягового класса 1.4 не мог удовлетворить всех потребностей сельскохозяйственного производства. Сейчас же РУП МТЗ поставит перед собой стратегическую задачу построения первоклассного предприятия XXI века, прежде всего стать общепризнанным мировым лидером в тракторостроении, гарантирующим изготовление и поставку качественной и добротной продукции. Как результат, в последние годы на РУП МТЗ ведутся работы по расширению номенклатуры выпускаемых тракторов, по созданию универсально-пропашных тракторов в тяговых классах 0,2...2, 3 и 5, новых моделей гусеничных тракторов в тяговом классе 3 и промышленных тракторов.
Повышение эффективности народного хозяйства непосредственно связано с развитием машиностроительного комплекса, важную часть которого составляет автотракторостроение.
В современных автомобилях, тракторах и других транспортных и тяговых машинах одним из агрегатов трансмиссии является фрикционное сцепление (ФС). Долговечность данного агрегата не всегда в полной мере отвечает требованиям сегодняшнего дня.
Разносторонние и разноплановые исследования различных авторов показывают, что ограниченность ресурса ФС связана с тем, что их расчеты и проектирование ведутся без детального учета взаимосвязанных динамических, тепловых и фрикционных процессов, возникающих на парах трения (ПТ) ФС.
За последние несколько лет выполнено значительное число работ по теории, расчету и испытаниям ФС. Наличие большого количества разрозненных несистематизированных публикаций приводит к затруднениям инженерно-технических работников при создании и внедрении в производство высокоэффективных, технологичных и надежных в эксплуатации ФС.
В настоящее время большинство моделей тракторов класса 1,4 марки Беларус, а это трактора серии 800, 900, 100 имеют классическую схему и устройство трансмиссии. На тракторах этих сериях применяется однодисковая, сухая, фрикционная, постоянно замкнутая, с радиальным расположением пружин.
В данном же дипломе будет предложена однодисковая, мокрая, фрикционная, постоянно замкнутая, с тарельчатой пружиной конструкция муфты сцепления для тракторов тягового класса 1,4.
1. ВЫБОР И ОБОСНОВАНИЕ ТЕМЫ ДИПЛОМНОГО ПРОЕКТА
1.1 Основания проекта модернизации
В настоящее время как в СНГ, так и за рубежом все большее внимание уделяется вопросам повышения надежности трансмиссий тракторов, облегчению управления трактором, снижению трудоемкости технического обслуживания в процессе эксплуатации.
Одним из наиболее нагруженных узлов тракторной транс миссии, лимитирующим ее ресурс и наработку между регулировками и ремонтами, является муфта сцепления. Увеличение энергонасыщенности и единичной мощности тракторов приводит к ужесточению условий работы муфты сцепления (буксованию) при трогании трактора с места.
В настоящее время многие зарубежные фирмы для обеспечения высокой надежности и долговечности муфты сцепления тракторов в качестве фрикционного материала вместо традиционных асбофрикционных накладок применяют накладки из металлокерамики сухого трения. По данным испытаний» такая металлокерамика обладает в 4-5 раз большей износостойкостью в сравнении с асбофрикционными материалами, применяемыми, в частности, в муфтах сцепления отечественных тракторов. Допуская значительно большие удельные давления, фрикционные накладки из металлокерамики позволяют уменьшить размеры фрикционных дисков, а в ряде случаев и сократить их количество, чем обеспечивается снижение материалоемкости муфты сцепления и уменьшение приведенного момента инерции ее ведомых частей.
Фрикционные диски этих муфт обычно имеют лепестковую форму с различным в зависимости от размеров и передаваемого крутящего момента числом лепестков, с обеих сторон которых приклепаны металлокерамические накладки трапецеидальной формы. Применение фрикционных накладок в виде отдельных элементов создает благоприятные условия для охлаждения муфты за счет внутренней вентиляции, что также способствует повышению долговременности и износостойкости трущихся пар.
Многие отечественные и зарубежные ФС имеют периферийно расположенные нажимные пружины, равномерно размещенные по одной или двум концентрическим окружностям нажимного диска.
Так как нажимные пружины располагаются между кожухом и нажимным диском, то, учитывая потери в направляющих последнего, их усилие передается непосредственно на ПТ (пары трения). Цилиндрические винтовые пружины, применяющиеся в таких конструкциях, имеют линейную характеристику. Это означает, что при износе ПТ деформация Пружин и их усилие РНЖ будут уменьшаться. Этот недостаток менее заметен, когда применяют пружины пониженной жесткости. Однако такие пружины имеют большие габариты (длину), что, кроме затруднений в компоновке, приводит к тому, что может быть потеряна их продольная устойчивость под действием значительных центробежных сил. При этом витки пружин могут касаться или направляющих выступов нажимного диска, или стаканов кожуха, в результате чего дальнейшее снижение усилия Рн при частоте вращения 6000 мин-1 может достичь 10%. Поэтому часто применяют сдвоенные цилиндрические пружины различной жесткости.
Нажимные пружины должны обладать высокой прочностью при циклических нагрузках и температурах до 150°С. Такие свойства имеют материалы с высокими значениями допускаемых напряжений (τ) и с низким модулем упругости G. Наиболее часто используются стали 50ХФА, 68ГА, имеющие (т) =830...860 МПа и 42,..50 HRCЭ.
Конструкции ФС с периферийным расположением пружин имеют много общего. Наиболее важная особенность заключается в способе передачи крутящего момента от маховика или кожуха ФС к нажимному диску. Для этого в основном используют два типа соединений: паз — шип и тангенциальные упругие пластины. Паз—шип применяют в двух вариантах: для соединения нажимного диска с кожухом и нажимного диска с маховиком.
Первый вариант предусматривает передачу крутящего момента от маховика на кожух и далее на нажимной диск. Одно из наиболее распространенных решений: в кожухе делаются окна, в которые входят приливы нажимного диска. Такое соединение способно передавать и большие значения крутящего момента, если кожух ФС имеет достаточную толщину. Другое конструктивное решение: в нажимном диске делаются отверстия (не менее трех), в которых при скольжении диска проходят направляющие, закрепленные в кожухе. Такое решение применимо лишь для ФС с весьма жестким (лучше литым) кожухом, работающим при умеренных скоростях и нагрузках.
Общий недостаток этого соединения заключается в значительных потерях на трение. Особенно это заметно у ФС, работающих с чашеобразным маховиком. Из-за неодинакового нагрева (охлаждения) маховика и нажимного диска их размеры изменяются по-разному, в результате чего нарушаются зазоры в соединении и нормальная работа ФС. Поэтому наиболее распространенной является передача крутящего момента с помощью тангенциально расположенных пластин, один конец которых соединен с кожухом, а другой— с нажимным диском (рис. 1.4). Достоинства соединения заключаются в ликвидации потерь на трение, высокой несущей способности, устранении опасности заедания нажимного диска и предотвращении повышенных вибраций в связи со стабилизацией эксплуатационного дисбаланса ведущих частей ФС.
В последнее время появилась тенденция в установке МС с тарельчатыми пружинами. В первых конструкциях такого типа применялись винтовые нажимные пружины цилиндрической или конической формы. Такие ФС включали систему рычагов, передающих усилие от пружины к нажимному диску. Они обладали повышенной плавностью включения, так как система тяг и рычагов имела определенную упругость. У них меньшее усилие на выжимной подшипник и лучшая уравновешенность, чем у ФС с периферийно расположенными пружинами. Однако кардинальное улучшение характеристик ФС связано с применением центрально расположенных тарельчатых (цельных или разрезных) пружин.
Для производства тарельчатых пружин используются холоднокатаные калиброванные листы из стали 85 или 50ХГФА. Типичная технология включает в себя вырубку заготовки на многопозиционном прессе, шлифование (при необходимости) ее с обеих сторон, закалку с формообразованием и отпуск до 42... 48 HRCЭ, дробеструйную обработку в течение 6... 12 мин, фосфатирование с промасливанием. Кроме того, часто применяется термофиксация (например, одночасовая выдержка при температуре 200°С) и нанесение износостойкого покрытия (например, молибденового) на поверхность контакта пружины с выжимным подшипником. Все пружины подвергаются контролю по нагрузке, причем отклонение от номинального значения не должно привышать 5…7%.
Главная особенность тарельчатой пружины заключается в ее нелинейной характеристике (рис.1.1).
Это имеет решающее значение для сохранения в течение заданного срока службы необходимого момента трения, который прямо пропорционален нажимному усилию Рнж.

Рис.1.1 Упругие характеристики нажимных устройств с пружинами: 1-разрезной тарельчатой; 2-винтовыми; WНЖ – перемещение нажимного диска.
Из рис. 1.1 следует, что при одинаковом износе накладок Δh сравниваемых ФС у конструкции с винтовыми пружинами нажимное усилие ΔР'нж снижается до 80... 70% первоначального значения, в то время как у конструкций с тарельчатой пружиной оно может остаться таким же или даже стать больше. Из графиков также видно, что энергозатраты на выключение ФС с тарельчатой пружиной меньше, чем у ФС с винтовыми пружинами.
1.2 Наименование изделия и область применения
Дипломный проект по характеру решаемой задачи является конструкторско-исследовательским и решает не только конструкторские задачи разработки и применения муфт сцепления с тарельчатой пружиной, но и рассматривает влияние установки данного узла на технические и эксплуатационные показатели трактора в целом.
Трактора класса 2 мощностью 120 л.с. предназначены для выполнения полного спектра сельскохозяйственных работ от подготовки почвы под посев до уборочных и транспортных операций. Может быть использован в лесном и коммунальном хозяйствах, строительстве, промышленности. Трактор приспособлен для работы в различных почвенно-климатических зонах и на всевозможных видах почв, в том числе и на почвах с низкой несущей способностью. Имея широкий набор различных приспособлений и узлов дополнительного оборудования, а также тягово-сцепных средств, трактор способен агрегатироваться со множеством сельскохозяйственных машин и оборудования, в полной мере используя свои функциональные возможности в агрегате с широкозахватными и комбинированными машинами как класса 2 так и некоторыми машинами класса 3 с переналадкой элементов сцепки механизмов передней и задней навески.
Тракторы имеют традиционную простоту конструкции, высокую надежность и производительность, экономны в расходах горюче-смазочных эксплуатационных материалов, запасных частей, приспособлены к различным видам контроля и диагностирования технического состояния, могут быть оборудованы для работы в режимах оперативного и длительного времени на реверсе.
Обширная сфера использования тракторов класса 2 в агрегате с различными машинами удовлетворяет потребности взыскательного потребителя, выполняя различные виды работ:
1. Растениеводство
o основная обработка почвы;
o поверхностная обработка почвы;
o внесение удобрений;
o химизация растений и защита;
o возделывание и уборка зерновых;
o возделывание и уборка картофеля;
o возделывание и уборка кукурузы;
o возделывание и уборка овощей;
o уборка свеклы, льна, рапса и др. технических культур;
o заготовка кормов;
o транспортные и погрузоразгрузочные работы.
2. Животноводство
o вывоз и внесение в почву жидких и твердых органических удобрений;
o заготовка кормов на силос и сенаж;
o подвоз к фермам заготовленных кормов в зимний, весенний и осенний периоды по труднопроходимым местам для обычных средств доставки;
o приготовление и измельчение кормов.
3. Мелиорация и поливное земледелие
o осушение переувлажненных земель
o планировка осушенных земель и их обработка
o подача воды насосами с приводом от ВОМ в оросительные системы
4. Коммунальное хозяйство
5. Дорожное строительство
6. Лесное хозяйство
7. Промышленные средства
8. Транспорт
Перечень навесных и приводных машин для агрегатирования с тракторами класса 2.
| № п/п | Наименование машин и оборудования, марка |
| 1. | Погрузчик сельскохозяйственный ПФС-0,75 |
| 2. | Погрузчик сельскохозяйственный ПС |
| 3. | Погрузчик ПУ-Ф-0,5 |
| 4. | Полуприцепы тракторные ПСТ-7 "Бизон", ПСТ-6, 2ППТ-6 |
| 5. | Прицеп-емкость специальная ПСЕ-Ф-12.5Б |
| 6. | Плуги навесные 3-корпусные для каменистых почв ПГП-3-40Б-2, ПГП-3-40Б, ПГП 3-35-2, ПГП-3-35Б-2, ПГП-3-35Б, ПКМ-3-35В |
| 7. | Плуги навесные 3-корпусные ПЛН-3-35П, ПЛН-3-35Б-2, ПЛН-3-35, Л-108 |
| 8. | Плуг навесной поворотный ПНГ-3-43 |
| 9. | Агрегат комбинированный почвообрабатывающий АКШ-3,6 |
| 10. | Бороны дисковые садовые ДС-40, БДСТ-2,5 |
| 11. | Бороны зубовые посевные ЗБП-0,6А, Л-301 |
| 12. | Борона сетчатая БСН-3 |
| 13. | Агрегаты бороновальные прополочные АБ-5, АБ-9 |
| 14. | Культиваторы для сплошной обработки почвы КП-4, КНС-4, КПН-4, КПН-4М, КНС-3 |
| 15. | Агрегат чизельный универсальный АЧУ-2,8 |
| 16. | Культиватор для междурядной обработки почвы КМС-5,4-01 |
| 17. | Агрегат комбинированный почвообрабатывающий-посевной АПП-3 |
| 18. | Сеялка пневматическая универсальная СПУ-6М "Берестье" |
| 19. | Сеялка универсальная С-6 |
| 20. | Сеялка навесная пневматическая СПУ-6Л, СПУ-6ЛД |
| 21. | Сеялки пневматические для посева зерновых культур и трав СПУ-3, СПУ-3ДЦ |
| 22. | Сеялки пневматические для посева зерновых культур и трав СПУ-4, СПУ-4ДЦ, СПУ-6, СПУ-6ДЦ |
| 23. | Сеялки точного высева для посева зерновых и овощных культур СТВ-6, СТВ-12 |
| 24. | Машина для внесения органических удобрений ПРТ-7А-1 |
| 25. | Машина для внесения жидких органических удобрений МЖТ-6 |
| 26. | Машина для внесения жидких органических удобрений РЖУ-4М |
| 27. | Машина транспортно-технологическая МТТ-4У |
| 28. | Распределитель минеральных удобрений РШУ-12 |
| 29. | Машина прицепная штанговая МТТ-4Ш |
| 30. | Разбрасыватель минеральных удобрений Л-116 |
| 31. | Агрегат для внесения удобрений АВУ-0,7 |
| 32. | Сеялки удобрений СУ-12М |
| 33. | Машина для внесения жидких минеральных удобрений АПЖ-12 |
| 34. | Опрыскиватели тракторные: Мекосан-2000-12, Мекосан-2000-18, Мекосан-2500-18, ОТН-2-3 |
| 35. | Косилка-плющилка прицепная КПП-4,2 |
| 36. | Косилка навесная КС-Ф-2,1Б-4 |
| 37. | Косилка дисковая КДН-210 |
| 38. | Косилки роторные навесные Л-501, Л-501Д, Л-502 |
| 39. | Косилка навесная "Белка-210" |
| 40. | Косилка садовая ротационная |
| 41. | Косилки-измельчители КИП-1,5, КИН-Ф-1500 |
| 42. | Грабли-ворошилка роторные ГВР-6 |
| 43. | Грабли-ворошилка ГВР-630 |
| 44. | Грабли-ворошилка Л-503 |
| 45. | Пресс-подборщик рулонный ПРФ-180 |
| 46. | Пресс-подборщик рулонный ПРФ-145 |
| 47. | Пресс-подборщик рулонный ПРФ-110 |
| 48. | Фуражир ФРС-1,4 |
| 49. | Стогометатель С-401 |
| 50. | Стоговоз СТП-2 |
| 51. | Картофелесажалка навесная четырехрядная Л-202 |
| 52. | Культиватор-окучник ОКГ-4 |
| 53. | Окучник картофельный АК-2,8 |
| 54. | Окучник овощной УК-0,7 |
| 55. | Окучник овощной УК-0,45 |
| 56. | Окучник чизельный ОЧ-2,8 |
| 57. | Культиватор-грядообразователь КГО-3,0, КГО-3,6 |
| 58. | Картофелекопатель навесной двухрядных КТН-2В, КСТ-1,4А, КЭП-1,4 |
| 59. | Картофелекопатели однорядные Л-651, КТН-1Б |
| 60. | Буртоукрывщик навесной БН-100 |
| 61. | Картофелеуборочный комбайн однорядный Л-601 |
| 62. | Подборщик корнеплодов ППК-6 |
| 63. | Агрегат точечного высева АТВ-4 |
| 64. | Агрегат точечного высева АТВ-6 |
| 65. | Подборщик-очесыватель-оборачиватель ПОО-1 |
| 66. | Оборачиватели лент льна ОД-1 |
| 67. | Вспушиватель лент льна ВЛ-3 |
| 68. | Вспушиватель-порциеобразователь ВПН-1 |
| 69. | Пресс-подборщик льна ПРФ-110Л |
2. АНАЛИЗ КОНСТРУКЦИИ И РАБОТЫ МОДЕРНИЗИРУЕМОГО УЗЛА
Чтобы проанализировать все недостатки и преимущества модернизированного узла (муфты сцепления), рассмотрим устройство и принцип работы муфты сцепления до модернизации.
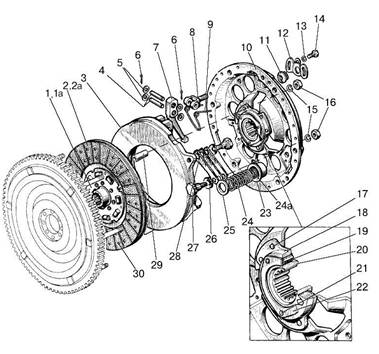
Рис. 2.1 Сцепление. 1,1а-диск ведомый, 2,2а-накладка, 3-диск нажимной, 4-палец, 5-шайба, 6-шплинт, 7-рычаг отжимной, 8-вилка, 9-пружина, 10-диск опорный, 11-гайка регулировочная, 12-шайба стопорная, 13-шайба, 14-болт, 15-шайба, 16-гайка, 17-заклепка, 18-ступица, 19-демпфер, 20-втулка, 21-заклепка, 22-шайба, 23-стакан, 24, 24а-пружина, 25-шайба изолирующая, 26-шайба, 27-болт, 28-пластина, 29-втулка, 30-заклепка.
Силовая передача включает в себя сцепление, коробку передач, привод ПВМ и задний мост. Она служит для передачи крутящего момента от коленчатого вала дизеля к передним и задним колесам.
Одной из составляющих силовой передачи и является наш объект модернизации – сцепление.
На рис.2.1 показано сцепление фрикционное, однодисковое, постоянно замкнутое. Ведущей частью муфты сцепления является маховик, нажимной диск 3, имеющий три шипа, которые входят в специальные пазы маховика. К ведомой части сцепления относятся ведомый диск 1 с гасителем крутильных колебаний 19, установленный на силовом валу. Необходимое усилие прижатия трущихся поверхностей ведущей и ведомой частей сцепления для передачи крутящего момента от дизеля к трансмиссии обеспечивается девятью пружинами 24.
Диск 3 имеет рычажные механизмы 7, обеспечивающие автоматическую регулировку его положения при выключении сцепления.
Опорами отжимных рычагов служат вилки 8, закрепленные на диске с помощью регулировочных гаек 11.
Такая муфта сцепления широко применяется на тракторах Беларус серии 800, 900, 1000. Он неплохо себя зарекомендовала в работе, выдерживала сложные режимы работы. Однако и имела ряд нареканий. При частых включениях и выключения муфты повышался тепловой режим, фрикционные диски теряли свои физико-химические свойства, что приводило к повышенному износу фрикционного слоя, в следствие чего приводило к буксованию сцепления.
Наша модернизация больше коснется нажимного устройства муфты сцепления. На рис.2.2 показан эскиз модернизированной муфты сцепления.
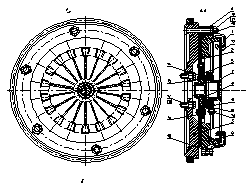
Рис. 2.2 Муфта сцепления с тарельчатой пружиной
В данной конструкции муфты сцепления вместо радиально расположенных нажимных пружин установлена одна тарельчатая пружина поз.12 рис.2.2. Также нужно учесть, что данная муфта сцепления работает в масле. Одним из основных преимуществ ФС, работающих в масле «мокрых», по сравнению с «сухими» ФС, является их надежность и долговечность, отсутствие частых эксплуатационных регулировок. Это связано с меньшим изнашиванием пар трений(ПТ), лучшим отводом теплоты от них и большей стабильностью их коэффициентов трения.
Применение смазывания пар трений фрикционного сцепления (ФС) уменьшает их коэффициент трения до 0,07…0,09 вместо 0,25…0,3 у сухих ФС, но при этом позволяет почти десятикратно увеличить давление на них и примерно в 2 раза сократить площадь контакта дисков из-за наличия канавок на их поверхности.
Смазывание ПТ ФС качественно меняет на трибологические процессы при буксовании «мокрых» ФС, обеспечивая жидкостное и полужидкостное (граничное) трение. Под последним обычно понимают такой режим работы мокрого ФС, когда трущиеся поверхности ПТ разделены тончайшей масляной пленкой (толщиной менее 0,1 мкм), фактически на молекулярном уровне, препятствующей непосредственному контакту ПТ. Этим обеспечивается малое изнашивание ПТ при высоких усилиях сжатия и постоянный их коэффициент трения. Увеличение толщины разделительной масляной пленки ведет к нежелательному снижению коэффициента трения, а ее разрыв — к резкому увеличению изнашивания ПТ. Следовательно, положительные качества мокрых ФС зависят от определенных внешних условий, обеспечивающих именно граничное трение на фрикционных парах, что неизбежно ведет к существенному усложнению конструкции мокрых ФС по сравнению с сухими.
Повышенная сложность мокрых ФС предопределила более широкое применение сухих ФС, отличающихся относительной конструктивной простотой и достаточной надежностью работы в прошлые годы, когда энергонасыщенность тракторов и других тяговых машин и их рабочие и транспортные скорости резко отличались от современных.
Вместе с тем опыт эксплуатации сухих ФС показал, что они имеют ряд недостатков, обусловленных главным образом непостоянством коэффициентов трения при изменениях температур ПТ и их повышенным износом, связанным с ростом энергонасыщенности машин.
Непрекращающийся поиск наиболее долговечных фрикционных материалов, совершенствование конструкций сухих ФС и другие научные исследования, проводимые в нашей стране и за рубежом, значительно повысили их ресурс; особенно это коснулось ФС для сельскохозяйственных тракторов, комбайнов, легковых и большинства грузовых автомобилей. Одновременно стало выясняться, что для тяжелых промышленных тракторов, вследствие специфики их работы и повышенных сил тяги, сухие ФС не могут обеспечить при заданных геометрических размерах необходимой долговечности ПТ.
Отсюда правомерен все нарастающий интерес к применению на мощных тракторах мокрых ФС, потенциально более надежных и долговечных, о чем было сказано ранее. В автомобилях их использование весьма ограничено.
Тенденция повышения энергонасыщенности и тяги тракторов, особенно промышленных, четко прослеживается и в том, как растет количество зарубежных патентов мокрых ФС по десятилетиям, начиная с 30-х годов. Если в 30-е и 40-е годы были зарегистрированы соответственно только один и три патента и все они были американских фирм, производящих ФС, то в 50-е гг. появились 34 патента Великобритании и 40—Франции. Значительный рост числа патентов прослеживается в 60-е гг., когда во всем мире начался период более резкого роста энергонасыщенности тракторов и других тяговых машин. Особенно большое число патентов зарегистрировано в 70-е гг. — 41, и среди них появились патенты ФРГ, Японии и других стран. В начале 80-х годов также появились новые патенты в ФРГ и США.
Наибольшее число патентов в области создания мокрых ФС имеет фирма «Борг Уорнер» (США), разработавшая разнообразные их конструкции, включая успешно применяемый унифицированный ряд мокрых ФС «Рокфорд Клач».
Фирмы «Катерпиллер» и «Джон Дир» (США) на все выпускаемые тракторы с механическими трансмиссиями устанавливают мокрые ФС с дисками одинакового диаметра, число которых зависит от передаваемого крутящего момента. Фирма «Лайп Рол-лвей» (США) изготовляет мокрые ФС диаметром от 300 до 380 мм пяти типоразмеров. По данным фирмы, долговечность этих ФС примерно в 30 раз больше, чем у сухих ФС того же типоразмера. Вопросами совершенствования подачи масла в зону трения мокрых ФС занимаются фирмы «Дженерал моторе», «Дэй-на» (США) и др.
Ведущей западногерманской фирмой по разработке и производству сухих и мокрых ФС является фирма «Фихтель и Сакс», совершенствующая в основном способы подвода масла в зону трения. Разработкой мокрых ФС занимаются также «Даймлер Бенц», «Зюдойч Кюхль-фабрик» и другие фирмы ФРГ.
В Великобритании фирмами, владеющими патентами по мокрым ФС, являются «Дэвид Браун» «Аутомотив Продактс» и «Г. К. Н. трансмишн», также совершенствующие подачу масла в зону трения.
Японские фирмы «Нисан Мотор», «Дэйкин Сейсакушо» и «Ей-син Сейкин Кабушики Каиша» тоже работают над совершенствованием подачи масла в зону ПТ, от которой в значительной степени зависит надежная и долговечная работа мокрого ФС.
Использование масла в мокром ФС, выполняющего функции жидкостного охлаждения и смазывания ПТ, влечет за собой появление целого комплекса проблем, которые в большей или меньшей степени влияют на надежность самого ФС. К ним в первую очередь надо отнести подбор фрикционных материалов ПТ, способы их охлаждения и смазывания и ряд других, включая способы, обеспечивающие «чистоту» размыкания дисков и повышающие надежность применяемых уплотнений.
Следует отметить, что применение мокрых ФС стало возможным только после создания фрикционных материалов, стойких к воздействию масла.
Наиболее высокой стойкостью к минеральным маслам обладают спеченные материалы, пористая структура которых способствует адсорбированию и удержанию масляной пленки, обеспечивающей граничное трение во фрикционной паре.
Из асбофрикционных материалов на органическом связующем для работы в масле используются в основном эластичные тканые материалы с масляной пропиткой, пластмассы и фрикционные материалы на комбинирующем связующем.
Иногда в мокрых ФС применяются чисто металлические фрикционные пары, поверхность трения которых сульфацианируется Для улучшения противозадирности и прирабатываемости. а также для повышения износостойкости и усталостной прочности.
Основные фрикционные материалы, применяемые в мокрых ФС, а также принципиальные конструктивные решения достаточно подробно рассмотрены ранее.
Для правильной оценки мокрых ФС необходимо указать, что их преимущества реализуются только в определенном диапазоне температур на ПТ. Повышение температуры выше определенного предела резко отрицательно сказывается на материалах ПТ и состоянии масляной разделительной пленки. Металлические фрикционные диски начинают подвергаться короблению, усадке, растрескиванию и сватыванию. Фрикционные материалы других композиций начинают выкрашиваться, происходит их «золочение» и разъединение.
Разложение масла приводит к загрязнению ПТ, уменьшению их пористости и уменьшению проходных сечений канавок для охлаждения и смазки.
Таким образом, тепловой режим мокрого ФС является одним из важнейших факторов его надежности и долговечности, стабильность которого зависит в основном от системы подачи масла на ПТ для их охлаждения и смазывания.
Четкой классификации конструкций системы охлаждения и смазывания поверхностей трения мокрых ФС пока нет. Однако анализ патентной деятельности зарубежных фирм и небольшого еще опыта отечественного конструирования, проводимого в НПО НАТИ и СКБ по сцеплениям и гидротрансформаторам, позволяет наметить основные ее ориентиры: по месту подвода масла в зону трения; по месту действия системы охлаждения и смазывания; по способу подачи масла в зону трения; по направлению подачи масла; по характеру подачи; по способу охлаждения масла и по форме масляных канавок на поверхностях трения, имеющих существенное влияние на их охлаждение и смазывание.
Подвод масла в зону трения возможен от ведущих деталей ФС, от ведомого вала и от MB.
По месту действия системы охлаждения и смазки все существующие мокрые ФС имеют сухой или мокрый картер.
По способу подачи масла в зону трения, являющемуся основным конструктивным признаком системы охлаждения и смазывания, различают подачи с помощью системы разбрызгивания, трубок Пито и насосов. Разбрызгивание может осуществляться различными способами: простым погружением деталей ФС в масло либо с использованием приспособлений, обеспечивающих улавливание разбрызгиваемого масла и направления его на ПТ. Трубки Пито служат для непосредственной подачи масла к фрикционным дискам ФС и для вывода масла из рабочего картера в масляный резервуар, из которого оно посредством других приспособлений подается в зону трения.
Больше половины конструкций систем охлаждения и смазывания мокрых ФС содержат масляные насосы. Их привод осуществляется или от ведущих деталей ФС, или они независимы (могут быть использованы насосы смазочных систем двигателя или коробки передач).
По направлению подачи масла различают системы с подачей его от внутреннего диаметра БД к внешнему, в обратную сторону или комбинированные, когда масло вначале подается внутрь ФС а затем под действием центробежных сил вновь отбрасывается наружу.
По характеру подачи встречаются системы с прерывным или непрерывным потоком масла в зону трения. В первом случае масло подается только в момент включения или только в выключенном состоянии ФС; во втором масло течет постоянно или в определенный период работы ФС.
По способу охлаждения масла различают системы с охлаждением в маслосборнике ФС, маслосборниках двигателя и коробки передач, в водяном радиаторе, а также в маслосборнике картера за счет системы охлаждения двигателя.
По форме масляных канавок на поверхностях трения их рисунок бывает спиральным, радиальным, спирально-радиальным, наклонным, тангенциальным, концентрическим, сетчатым («бриллиантовым», типа «квадрат», дифференциальным), в виде отверстий и др. Иногда используются поверхности трения без канавок для охлаждения и смазывания.
Достоинства соединения с помощью тарельчатой пружины заключается в ликвидации потерь на трение, высокой несущей способности, устранение опасности заедания нажимного диска и предотвращения повышенных вибраций в связи стабилизацией эксплуатационного дисбаланса ведущих частей ФС. Что касается управления, то для этой муфты сцепления применим гидравлическое управление. Управление показано на рис.2.3
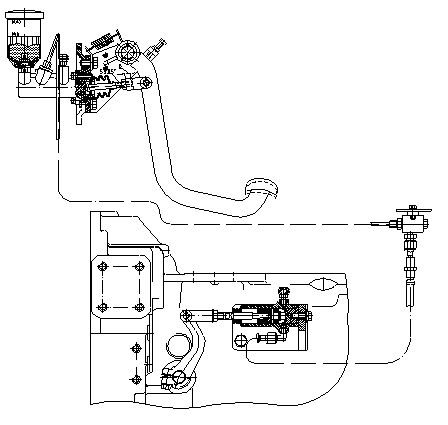
Рис. 2.3 Управление муфтой сцепления.
В подведении итогов по предлагаемой конструкции можно сказать, что муфта сцепления с тарельчатой пружиной, работающая в масле и с гидравлическим управлением является прогрессивным решением для устранения ряд недостатков и устаревших схем муфт сцепления и управления.
3. ПАТЕНТНЫ ПОИСК. СРАВНИТЕЛЬНЫЙ АНАЛИЗ СХЕМ АНАЛОГОВ РАЗРАБАТЫВАЕМОГО УЗЛА
3.1 Анализ тенденций и развития мирового тракторостроения в области конструкций задних и передних ВОМ
В настоящее время как в СНГ, так и за рубежом все большее внимание уделяется вопросам повышения надежности трансмиссий тракторов, облегчению управления трактором, снижению трудоемкости технического обслуживания в процессе эксплуатации.
Одним из наиболее нагруженных узлов тракторной трансмиссии, лимитирующим ее ресурс и наработку между регулировками и ремонтами, является муфта сцепления. Увеличение энергонасыщенности и единичной мощности тракторов приводит к ужесточению условий работы муфты сцепления (буксованию) при трогании трактора с места.
В настоящее время многие зарубежные фирмы для обеспечения высокой надежности и долговечности муфты сцепления тракторов в качестве фрикционного материала вместо традиционных асбофрикционных накладок применяют накладки из металлокерамики сухого трения. По данным испытаний» такая металлокерамика обладает в 4-5 раз большей износостойкостью в сравнении с асбофрикционными материалами, применяемыми, в частности, в муфтах сцепления отечественных тракторов. Допуская значительно большие удельные давления, фрикционные накладки из металлокерамики позволяют уменьшить размеры фрикционных дисков, а в ряде случаев и сократить их количество чем обеспечивается снижение материалоемкости муфты сцепления и уменьшение приведенного момента инерции ее ведомых частей.
3.2 Обзор конструкций муфт сцеплений тракторов зарубежных фирм
Фрикционные диски этих муфт обычно имеют «лепестковую» форму с различным в зависимости от размеров и передаваемого крутящего момента числом лепестков, с обеих сторон которых приклепаны металлокерамические накладки трапецеидальной формы (рис, 3.1). Применение фрикционных накладок в виде отдельных элементов создает благоприятные условия для охлаждения муфты за счет внутренней вентиляции, что также способствует повышению долговременности и износостойкости трущихся пар.
Как показал анализ применения различных фрикционных материалов в муфтах сцепления зарубежных колесных сельскохозяйственных тракторов, металлокерамика сухого трения наибольшее распространение получила на тракторах мощностью свыше 75 кВт (100 л.с), хотя отдельные фирмы («Фиат», Италия, «Интернешнл Харвестр», США) применяют ее и на тракторах меньшей мощности порядка 50-60 кВт (70-80 л.с.) и менее.
Еще более эффективным с позиций повышения износостойкости и долговечности оказывается применение так называемых муфт "мокрого" типа, работающих в масле. Помимо повышения износостойкости, охлаждение трущихся поверхностей маслом позволяет этим муфтам работать с неполным включением при длительной пробуксовке, что обеспечивает возможность более плавного трогания трактора с места и более тонкого маневрирования при подъезде к орудиям, а применение гидравлического привода управления для включения муфты в ряде случаев исключает необходимость ее регулировок в процессе эксплуатации. Хотя такие муфты конструктивно сложнее и дороже ‘сухих’, их применение на сельскохозяйственных тракторах, особенно гусеничных, постепенно расширяется и в настоящее время муфты сцепления "мокрого типа применяются на тракторах фирм ‘Джон Дир’, ‘Катерпиллар’ (США), 'Фиат' (Италия). По утверждению зарубежных фирм, муфты этого типа обладают большой долговечностью и не требуют регулировки в процессе эксплуатации, Такэнапример, фирма ‘Катерпиллар’ гарантирует потребителю срок службы ‘мокрой’ муфты сцепления, устанавливаемой на гусеничных сельскохозяйственных тракторах моделей Д-5 и Д-6 (мощностью соответственно 89 и 123 кВт) в течение трех лет.
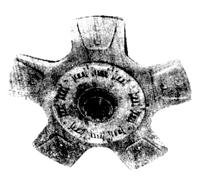
Рис. 3.1 Ведомый диск муфты сцепления с металлокерамическими накладками тракторов фирмы «Форд» США
На рис. 2 показано устройство многодисковой муфты сцепления ‘мокрого’ типа ‘Перма Клатч’ фирмы ’Джон Дир’, устанавливаемой на всех тракторах эт